弯头压制成型是和对焊弯头的口成正比的
发布时间:2024年08月22日
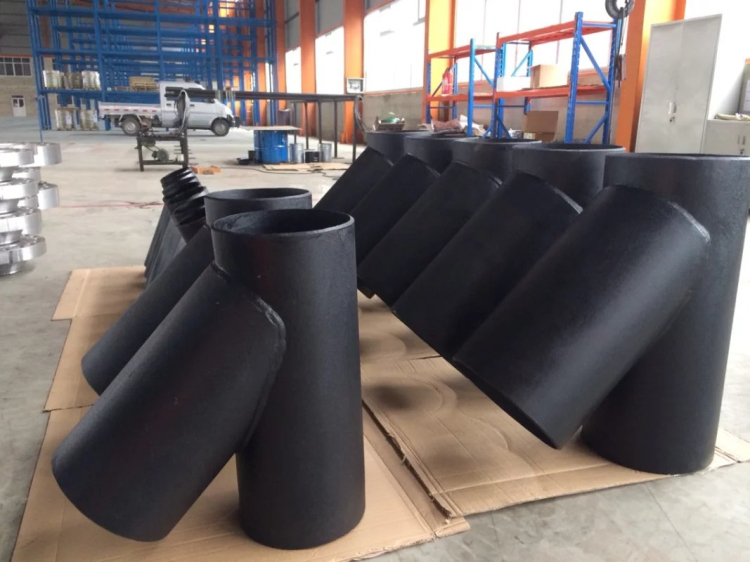
弯头的成型由原料成型、压制成型、焊接成型和整形探伤等几个重要的成型。原料成型是*为重要的成型,而目前的对焊弯头使用的都是普通钢板,也就是厚度下差在0.5毫米左右的钢板吗,这种钢板价格比较便宜,而是用中板的对焊弯头是很少的,中板价格比较高而且厚度下差比较小做出的对焊弯头价格也比较高,一般都是大型工地才会使用这种钢板做对焊弯头。压制成型是和对焊弯头的口成正比的,对焊弯头口径越大压片子的成型越高,因为对焊弯头的钢板需用进过燃煤加热,然后再在特制的胎具上压制*终成型,而口径越大模具的也越大,而口径越大的对焊弯头的订货量也是很少的,胎具不得不投资,胎具闲置导致压制一个比如说2020或者1820的对焊弯头的成型很高,假如只订货一个1820的对焊弯头的话,也需要加热两个片子,也需要上胎。
弯头生产厂家焊接成型也是对焊弯头生产中一个重要的成型,严格的对焊弯头都是需要探伤焊的也就是保证焊缝的百分之无缺陷的。弯头管件加工过程中壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象。所以一般提料时,壁厚要加一些余量。如弯头是8.18mm的壁厚。一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。扩径率:通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后。
弯头生产厂家曲率半径:如90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。**把料进行热推制。推制机是一个牛角状芯头或芯棒。芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒。后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热。加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。整形也就是保证口径的圆度误差不能太大,而探伤更是要求严格,探伤普通壁厚的对焊弯头一张15公分的探伤片是20元左右,我厂基本不和探伤的人讲价,但是他们也不多要,主要是探伤对人的处是很大的。
热门产品展示